Среда, 3 Июль 2024, 16:32
Сайт: Система поддержки учебных курсов НИ РХТУКурс: Материаловедение. ТКМ (Профиль ПТЭ) (Материаловедение. ТКМ)
Глоссарий: Терминологический словарь
П
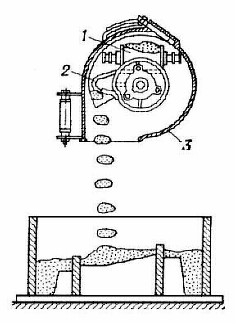
ПескомётМетательная машина, предназначенная для подачи и уплотнения формовочной смеси в литейной форме. Основная рабочая часть П.- пескомётная головка, представляющая собой кожух, внутри которого вращается ротор с лопаткой. Подаваемая транспортёром формовочная смесь захватывается лопаткой (частота вращения ротора около 1500 об/мин), несколько уплотняется и в виде кома направляется на поверхность модели. Уплотнение формовочной смеси осуществляется послойно при последовательном перемещении головки. Различают стационарные и передвижные П. Последние перемещаются по рельсовому пути, по сторонам которого располагаются опоки. Производительность П. 5-50 м3/ч.
Рис. 1 Схема пескомётной головки: 1 - транспортёр; 2 - лопатка; 3 - кожух. |
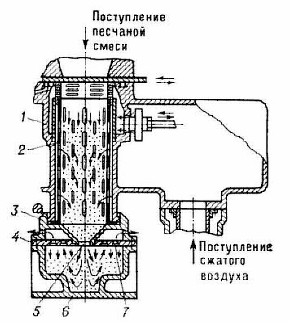
Пескострельная машинаМашина, применяемая для изготовления стержней или форм, используемых в литейном производстве. Из П. м. песчаная смесь выдувается под действием сжатого воздуха, вводимого в резервуар через щелевые отверстия обечайки под давлением около 0,6 Мн/м2 (6 кгс/см2). Попадая в технологическую емкость и уплотняясь в ней, смесь образует стержень или форму (см. рис.). П. м. отличается от пескодувной машины конструкцией резервуара, который у П. м. имеет в конической насадке одно выдувное отверстие. П. м. применяют для изготовления стержней в нагреваемых и холодных ящиках с окончательным отверждением стержней в них. Автоматы и автоматические линии, созданные на основе П. м., имеют производительность до 600 стержней в час при массе стержней до 150 кг.
Рис. Схема пескострельной машины: 1 - резервуар; 2 - обечайка; 3 - конический насадок; 4 - вентиляционная плита; 5 - выдувное отверстие; 6 - технологическая ёмкость; 7 - вентиляционное отверстие. Лит. см. при ст. Пескодувная машина. |
Печь с выкатным подомПромышленная печь, в которой штабелированные изделия нагревают на футерованной тележке, выкатываемой из печи на роликах или скатах по рельсовому или желобчатому пути. Изделия укладывают на тележку (выкатной под) и снимают с неё краном. Для уменьшения подсоса воздуха в печь через зазоры между выкатным подом и стенками служит песочный или водяной затвор. По режиму работы П.с в.п. относится к камерным печам периодического действия. Размеры П.с в.п.: ширина 1,2-6,4 м, длина 2,5-40 м. Печи отапливают газовым или жидким топливом с помощью горелок или форсунок, установленных в продольных стенках в 1-2 ряда по высоте печи. Рабочая температура П.с в.п. 500-1150°С. В таких печах изделия нагревают в процессе термообработки, перед ковкой и прокаткой. |
ПигментыОт лат. pigmentum — краска. Тонкие порошки разных цветов, применяемые для окрашивания пластических масс, резины, бумаги и пр., при изготовлении полиграфических, малярных и др. красок. П. отличаются от растворимых красителей нерастворимостью в воде и в окрашиваемых материалах. П. не только придают окраску, но в некоторых случаях улучшают свойства красочных плёнок, защищающих материал от коррозии. Органические П.— синтетические красящие вещества различного химического строения. Большое значение имеют моно и дисазопигменты — продукты сочетания диазотированных ароматических моно и диаминов с арилидами ацетоуксусной или 2,3-оксинафтойной кислот, β-нафтолом или N-арилпиразолонами. Имеют цвет от зеленоватожёлтого до бордо. Фталоцианиновые П.— комплексы меди с фталоцианином яркоголубого цвета. Хлорирование фталоцианина меди даёт яркий зелёный П., одновременное введение хлора и брома — желтоватозелёный. Фталоцианиновые П. отличаются высокой прочностью. Важны также высокопрочные полициклические П., имеющие широкую цветовую гамму (от жёлтого до зелёного цвета). Неорганические П.— природные минералы с высоким содержанием окислов железа, синтетические продукты (получаемые химическим осаждением и прокаливанием природных материалов), некоторые сульфиды, селениды, окислы, хроматы. Окислы более стойки, чем сульфиды, особенно к атмосферным воздействиям. Неорганические П. непрозрачны, обладают меньшей, чем органические П., красящей способностью, более высокой светопрочностью, имеют большую плотность. Особенно широко неорганические П. применяются в лакокрасочной промышленности. См. также Краски минеральные. Практическая ценность П. определяется чистотой тона, устойчивостью к свету, высокой температуре, растворителям и различным реагентам, отсутствием склонности к миграции из материала, кроющей способностью, способностью диспергироваться в пигментируемых средах, придавать определённые технологические свойства лакокрасочным материалам. Чем однороднее по величине частицы П., тем лучше их оптические и технологические свойства. Значение П. непрерывно возрастает, они всё шире используются при крашении искусственных и синтетических волокон в процессе их изготовления («в массе»), для окраски искусственной кожи, тканей методом пигментной печати. Лит.: Шампетье Г., Рабатэ Г., Химия лаков, красок и пигментов, пер. с франц., т. 2, М., 1962; Пигменты. Введение в физическую химию пигментов, под ред. Д. Паттерсона, пер. с англ., Л., 1971. З. И. Сергеева |
ПилаМноголезвийный режущий инструмент для разрезки (распиловки) металла, древесины и др. материалов; П. называются также станки и приспособления, рабочим органом которых служит П.-инструмент. Режущая часть П. обычно выполняется в виде зубьев, однако существуют П. (например, для резки камня, стекла и др. материалов), режущая часть которых представляет собой абразивный «алмазный» диск (см. Абразивный инструмент) или стальной канат (см. Канатная пила). По характеру рабочего движения различают: вращающиеся круглые (дисковые) П.; ножовочные П., полотно которых совершает возвратно-поступательное движение; ленточные П. в виде бесконечной гибкой ленты, натянутой между 2 вращающимися шкивами. Круглые П. бывают цельные, изготовляемые из углеродистой инструментальной стали, и со вставными зубьями, оснащенными быстрорежущей сталью или твёрдым сплавом. У ножовочных и ленточных П. зубья обычно насечены на самом полотне. Мелкие пилообразные орудия, сделанные из кремня, человек применял ещё в эпоху неолита. В энеолите появляются кремневые пилки (в Трое). Древнейшие металлические П.делались из меди, которую быстро заменила бронза. Бронзовые П. для дерева, камня и кости широко известны среди находок бронзового века у разных народов. В Древнем Риме появляются стальные П. с различной формой зубьев и толщиной полотна в зависимости от назначения инструмента. В Древней Руси стальные П. широко применялись во многих ремёслах. Столяры и токари по дереву применяли ручные П. двух видов - типа ножовки и лучковые. Стальная П.- ножовка длиной 39 см с 76 разведёнными зубьями найдена в Новгороде в слоях 11в. Наборами разнообразных П. пользовались древнерусские костерезы. См. также статьи Геометрия резца, Деревообрабатывающий станок, Дереворежущий инструмент, Ножовка. М. Л. Гельфанд |
ПинольОт нем. Pinole. Деталь металлорежущего станка, выполнен. обычно в форме гильзы, которую можно перемещать в осевом направлении (обычно шпиндель задней бабки токарного станка). В П. закрепляют режущий инструмент или приспособление для поддержания обрабатываемой детали. |
Пиритная плавка (в металлургии меди)Процесс переработки сплошных колчеданных (пиритных) руд, представляющих собой пирит (FeS2), ассоциированный с тем или иным количеством халькопирита (CuFeS2). Теория пиритной плавки разработана в конце 20-х гг. 20 в. А. А. Байковым и В. Я. Мостовичем. П. п. ведётся в шахтных печах с расходом кокса 2-4% в основном за счёт теплового эффекта реакций окисления расплавленного сернистого железа у фурм и ошлакования образующейся при этом закиси железа: FeS2® FeS + S; 2CuFeS2® Cu2S + 2FeS + S; FeS + O2 = FeO + SO2. П.п. возможна при содержании серы в руде не менее 36%. В состав шихты входят кварцевый флюс и известняк. Оптимальный размер кусков руды, флюсов и топлива 30-100 мм. В результате П.п. получают жидкие продукты - штейн и шлак. Усовершенствованная П.п. характеризуется тем, что для одновременного получения со штейном элементарной серы проводится дополнительная обработка печных газов мелким коксом. Для интенсификации процесса вдуваемый в печь воздух обогащают кислородом. См. также Полупиритная плавка. |
ПирометаллургияОт греч. pэr - огонь и металлургия. Совокупность металлургических процессов, протекающих при высоких температурах. П. - основная и старейшая область металлургии. С древних времён до конца 19 в. производство металлов базировалось почти исключительно на пирометаллургических процессах. На рубеже 19 и 20 вв. промышленное значение приобрела др. крупная ветвь металлургии - гидрометаллургия, однако П. продолжает сохранять главенствующее положение как по масштабам производства, так и по многообразию процессов. В начале 20 в. наряду с пламенными способами нагрева в металлургии начали применяться различные виды электрического нагрева (дуговой, индукционный и др.); примерно в это же время в промышленность был внедрён электролиз расплавленных химических соединений (производство алюминия и др. цветных металлов). Во 2-й половине 20 в. получили распространение плазменная плавка металлов (см. Плазменная металлургия), зонная плавка и электроннолучевая плавка. Металлургические процессы, основанные на использовании электрического тока, можно выделить в самостоятельную область П.-электрометаллургию. В современной металлургии П. занимает ведущее место в производстве чугуна и стали, свинца, меди, никеля и др. важнейших металлов. По технологическим признакам выделяют следующие виды пирометаллургических процессов: обжиг, плавка, конвертирование, рафинирование, дистилляция. Обжиг характеризуется тем, что материал сохраняет твёрдое состояние при изменении состава и некотором укрупнении частиц; проводится в кипящего слоя печах (эффективный процесс, широко применяемый в цветной металлургии), многоподовых печах (например, производство меди, ферромолибдена), трубчатых печах (магнетизирующий обжиг железных концентратов), на агломерационных машинах (см. Агломерация), в муфельных печах (металлургия редких металлов). Плавка характеризуется полным расплавлением шихты и разделением расплава обычно на 2 слоя (металл и шлак или металл и штейн); проводится в шахтных печах (например, доменное производство, производство свинца, никеля, меди), отражательных печах (мартеновское производство, отражательная плавка медных концентратов), электропечах (производство стали, ферросплавов, меди, никеля), циклонных камерах (переработка медно-цинкового сырья) и др. агрегатах. В особую группу плавок выделяют так называемые металлотермические процессы (см. Металлотермия), основанные на реакциях восстановления металлов из их соединений химически более активными металлами (реакции протекают с выделением значительного количества тепла). Конвертирование, которое можно рассматривать как разновидность плавки, заключается в продувке воздухом или кислородом расплавленных материалов (чугун, штейн) с присадкой флюсов и небольшого количества сырья (лом, богатые концентраты); конвертирование основано на использовании тепла экзотермических реакций и осуществляется в конвертерах (конвертерное производство, производство меди, никеля). Рафинирование - обработка расплавленных черновых металлов с помощью присадок (солей, щелочей, металлов), наведением специальных шлаков, окислением примесей, вакуумированием расплава и т.д. (иногда рафинирование проводят в процессе кристаллизации жидкого металла); агрегатами для рафинирования могут служить отражательные печи (производство меди, цинка, золота), котлы (производство свинца, олова). Дистилляция заключается в переводе восстанавливаемого металла в парообразное состояние с последующей конденсацией; осуществляется в ретортных печах (производство цинка), шахтных печах (производство свинца, цинка, олова), печах с кипящим слоем (производство титана). Лит.: Есин О. А., Гельд П. В., Физическая химия пирометаллургических процессов, 2 изд., ч. 1-2, Свердловск, 1962- 1966; Вольский А. Н., Сергиевская Е. М., Теория металлургических процессов, М., 1968; Зеликман А. Н., Меерсон Г. А., Металлургия редких металлов, М., 1973; Ванюков А. В., Зайцев В. Я., Теория пирометаллургических процессов, М., 1973. Н. В. Гудима. |
ПирометрыОт греч. pэr - огонь и ...метр. Приборы для измерения температуры непрозрачных тел по их излучению в оптической диапазоне спектра. Тело, температуру которого определяют при помощи П., должно находиться в тепловом равновесии и обладать коэффициентом поглощения, близким к единице. Распространены яркостные, цветовые и радиационные П. Основным типом является яркостный П., обеспечивающий наибольшую точность измерений температуры в диапазоне 103-104 К. В простейшем визуальном яркостном П. с исчезающей нитью (см.рис.1) объектив фокусирует изображение исследуемого тела на плоскость, в которой расположена нить (ленточка) эталонной лампы накаливания. Через окуляр и красный фильтр, позволяющий выделять узкую спектральную область около длины волны lэ = 0,65 мкм, нить рассматривают на фоне изображения тела и, изменяя ток накала нити, добиваются выравнивания яркостей нити и тела (нить в этот момент становится неразличимой). Шкала прибора, регистрирующего ток накала, прокалибрована обычно в °С или К, и в момент выравнивания яркостей прибор показывает так называемую яркостную температуру (Tb) тела. Истинная температура тела Т определяется на основе законов теплового излучения Кирхгофа и Планка по формуле: Т = TbC2/(C2 + l эТь Inal,T), (1) где C2 = 0,014388 м ЧК, al, T - коэффициент поглощения тела, l э - эффективная длина волны П. Точность результата в первую очередь зависит от строгости выполнения условий пирометрия, измерений (al, T» 1 и др.). В связи с этим наблюдаемой поверхности придают форму полости. Основная инструментальная погрешность обусловлена нестабильностью температурной лампы. Заметную погрешность могут вносить также индивидуальные особенности глаза наблюдателя. У фотоэлектрических П. (см.рис.2) этот вид погрешности отсутствует. Погрешность образцовых лабораторных фотоэлектрических П. не превышает сотых долей градуса при Т = 1000°С. Промышленные серийные фотоэлектрические П. обладают на порядок большей погрешностью, визуальные - ещё на порядок большей. Образцовые яркостные П. приняты в качестве основных интерполяционных приборов, определяющих Международную практическую температурную шкалу (МПТШ-68) при температурах выше точки затвердевания золота (1064,43 °С). Для измерения температуры тел, у которых a » const в оптическом диапазоне спектра, применяют цветовые П. Этими П. определяют отношение яркостей обычно в синей и красной областях спектра b1(l1, T)/b2(l2, T) (например, для длин волн l1 = 0,48 мкм и l2 = 0,60 мкм). Шкала прибора прокалибрована в °С и показывает цветовую температуру Tc. Истинная температура Т тела определяется по формуле
Цветовые П. менее точны, менее чувствительны и более сложны, чем яркостные; применяются в том же диапазоне температур. Наиболее чувствительны (но и наименее точны) радиационные П., или П. суммарного излучения, регистрирующие полное излучение тела. Действие их основано на Стефана -Больцмана законе излучения и Кирхгофа законе излучения. Объектив радиационных П. фокусирует наблюдаемое излучение на приёмник (обычно термостолбик или болометр), сигнал которого регистрируется прибором, прокалиброванным по излучению абсолютно чёрного тела и показывающим радиационную температуру Tr. Истинная температура определяется по формуле
где aT - полный коэффициент поглощения тела. Радиационными П. можно измерять температуру, начиная с 200°С. В промышленности П. широко применяют в системах контроля и управления температурными режимами разнообразных технологических процессов.
Рис. 1. Принципиальная схема визуального яркостного пирометра с исчезающей нитью: 1 - источник излучения; 2 - оптическая система (телескоп пирометра); 3 - эталонная лампа накаливания; 4 - фильтр с узкой полосой пропускания; 5 - объектив; 6 - реостат, которым регулируют ток накала; 7 - измерительный прибор (миллиамперметр).
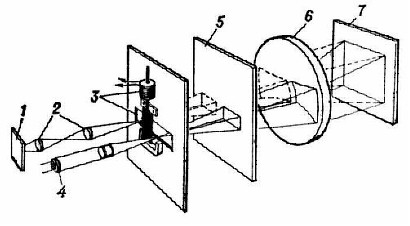
Рис. 2. Оптическая система автоматического фотоэлектрического пирометра: 1 - источник излучения; 2 - линзы оптической системы; 3 - модулятор, попеременно пропускающий излучение источника и эталонной лампы 4 к фотоэлементу 7; 5 - фильтр с узкой частотной полосой пропускания; 6 - погнутая линза. Фотоэлемент поочерёдно освещается то источником, то лампой. При неравенстве создаваемых ими освещённостей в цепи фотоэлемента возникает переменная составляющая фототока, амплитуда которой пропорциональна разности освещённостей. При измерениях ток накала лампы регулируют так, чтобы переменная составляющая фототока стала равна нулю. Лит.: Рибо Г., Оптическая пирометрия, пер. с франц., М. - Л., 1934; Гордов А. Н., Основы пирометрии, 2 изд., М., 1971. В. Н. Колесников |
 .(2)
.(2)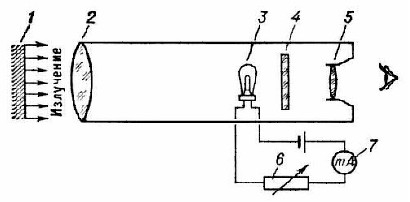
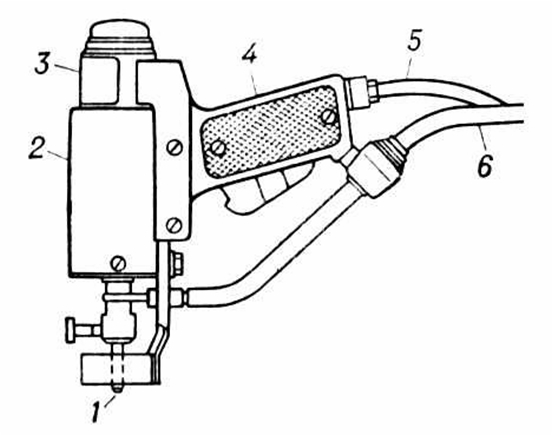
Пистолет сварочныйПереносное приспособление для полуавтоматической сварки деталей в изделиях, соединение которых на стационарных установках невозможно или затруднительно. П.с. используют в производстве автомобилей, ж.-д. вагонов, с.-х. машин и т.п., а также при работе в сложных условиях (например, космических объектов на орбите). П.с. осуществляют точечную контактную сварку, дуговую сварку (в т. ч. под флюсом и в защитных газах), электроннолучевую сварку, а также приварку различных деталей и элементов машин, механизмов, конструкций (валиков, крючьев, шпилек и др.). Существует множество конструктивных разновидностей П.с. в зависимости от их назначения (см. рис.). П.с. для точечной контактной электросварки представляет собой скобу, на которой размещены электроды и пневматический цилиндр для сжатия электродов; в П.с. для дуговой электросварки разряд возникает между неподвижным электродом и изделием; П.с. для дуговой сварки под флюсом оснащен устройством для подачи флюса и т.д.
Рис. 1 Сварочный пистолет для приварки шпилек: 1 - привариваемая шпилька (является одним из электродов); 2 - держатель; 3 -электромагнитное устройство (для зажигания дуги, отдёргивания шпильки от изделия); 4 - рукоятка; 5 - электропровод цепи управления пистолетом; 6 - электропровод от трансформатора. |